湖南SPR铆钉枪,标志牌SPR铆钉枪厂家供应






1/6
- ¥12000.00
- 2024-10-24 15:10:16
- SPR铆钉枪
- 廖经理 17621707427
- 科沃迪机电设备(上海)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
① 底层板至少为总厚度的1/3;
② 强度高、硬度高、延展性差的材料放在上层,强度低、硬度低的、延展性好的材料放在底层;
③ 厚度薄的材料放在上层,厚度大的材料放在底层;
④ 上层材料允许的高强度1500MPa,上层材料强度越高,则底层材料需尽量选用强度低、硬度低的、延展性好的材料,且底层材料需尽量厚;
⑤ 底层材料允许的高强度不600MPa,延展性不小于12%。
SPR铆接工艺和传统点焊工艺相似,需要一定的铆接空间以及足够的法兰宽度。一般而言,SPR连接设计时,由于铆接设备C形钳结构决定不宜铆接封闭腔体,因此设计时要避免封闭腔体结构。由于C形钳在铆接点处不受干涉,故需避免垂直的法兰边,确保铆接钳能接触到铆接点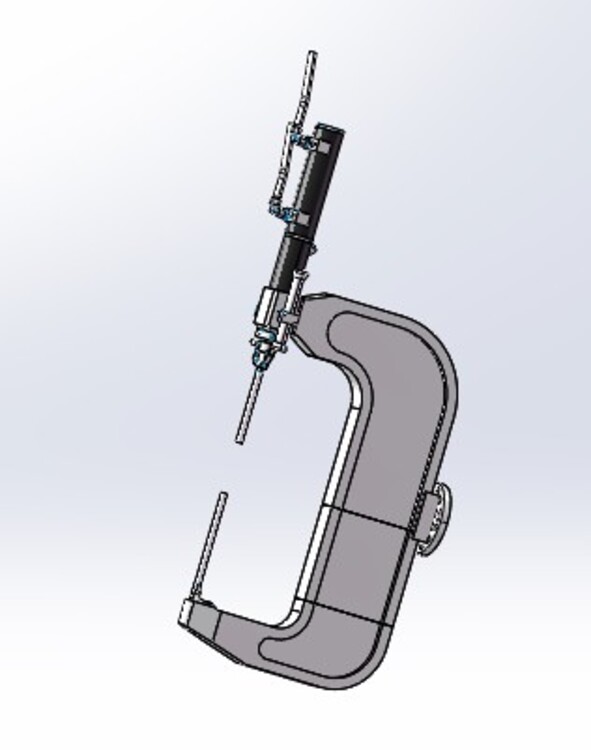
目前,SPR已广泛应用于奥迪、宝马、奔驰、蔚来等公司的铝合金车身,对于全铝车身及钢铝混合车身是的一种连接工艺,根据车身材料分布应用在具有铝材且无封闭空腔的部位,具备与传统车点焊同样的意义,其对车身轻量化更是的一环。
- SPR铆钉枪
- 装配工具
- 廖经理
科沃迪机电设备(上海)有限公司为你提供的“湖南SPR铆钉枪,标志牌SPR铆钉枪厂家供应”详细介绍



