湖北SPR铆钉枪,标志牌SPR铆钉枪





1/6
- ¥12000.00
- 2024-12-09 17:47:52
- SPR铆钉枪
- 廖经理 17621707427
- 科沃迪机电设备(上海)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
通常情况下,推荐板材抗拉强度UTS<600MPa,高强度的热成型钢,高强钢和特高强度钢(UTS>600MPa)理论上也可以使用,但会使用特殊类型铆钉,铆接难度较大。
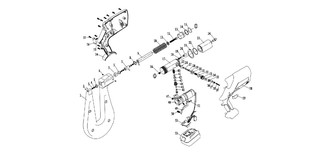
SPR铆接工艺和传统点焊工艺相似,需要一定的铆接空间以及足够的法兰宽度。一般而言,SPR连接设计时,由于铆接设备C形钳结构决定不宜铆接封闭腔体,因此设计时要避免封闭腔体结构。由于C形钳在铆接点处不受干涉,故需避免垂直的法兰边,确保铆接钳能接触到铆接点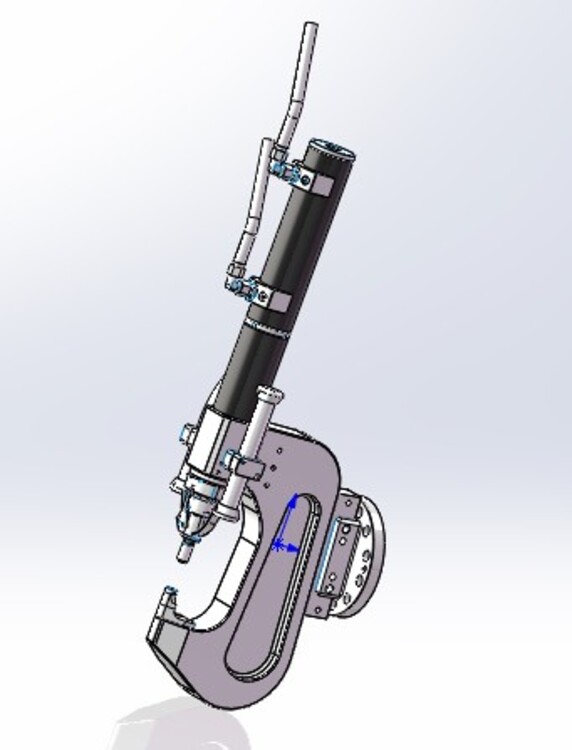
某新能源汽车上SPR钢-铝连接的应用,前减振器支座是铸铝件,上纵梁是钢制钣金,在钢铝匹配区域涂刷胶水,通过胶水隔绝铝板与钢板,从而避免电化学腐蚀,提高防腐能力;若此连接区域是湿区,为避免铆钉与上层钣金间隙处滞留水渍,长时间侵润会加速钣金腐蚀,需要在铆接头上部区域喷涂PVC保护,确保此处的防腐性能。
- SPR铆钉枪
- 装配工具
- 廖经理
科沃迪机电设备(上海)有限公司为你提供的“湖北SPR铆钉枪,标志牌SPR铆钉枪”详细介绍



